Key Selection Points for 3.3 kV Ex-proof Motors in Oil & Gas Compressors
When picking the right Explosion-proof motor for an oil and gas compressor, it's not enough to just match the horsepower to the load. The 3.3 kV motor is in a critical voltage class that matches power delivery with installation issues that come up in dangerous places. To choose Explosion-proof motors at this voltage level, you need to think about certification compliance, temperature management, environmental protection rates, and how long the motors will last. When buying teams know about these selection points, they can find reliable equipment that meets both working needs and the strict safety rules that petrochemical facilities have to follow.

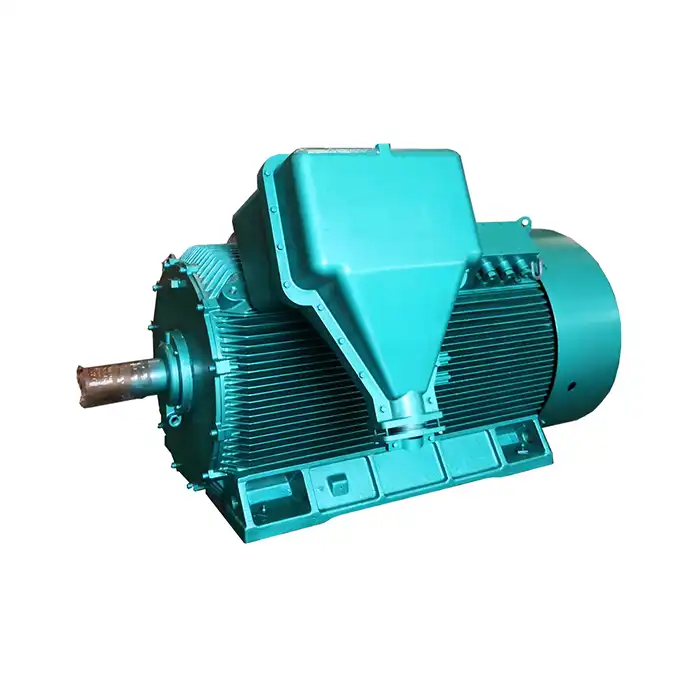
Series:Y2
Protection level:IP54
Voltage range:3000V±5%,3300V±5%,6000V±5%,6600V±5%,10000V±5%,11000V±5%
Power range:160-1600 kW
Application:fans, water pumps, compressors, crushers, cutting machine tools, transportation machinery, etc.
Advantage:compact structure, light weight, low noise, small vibration, long service life, easy installation and maintenance.
Standard: This series of products complies withJB/T10444-2004 standards.
Others: SKF, NSK, FAG bearings can be replaced according to customer requirements.
Understanding 3.3 kV Ex-proof Motors in Oil & Gas Applications
What Makes These Motors Essential for Hazardous Locations?
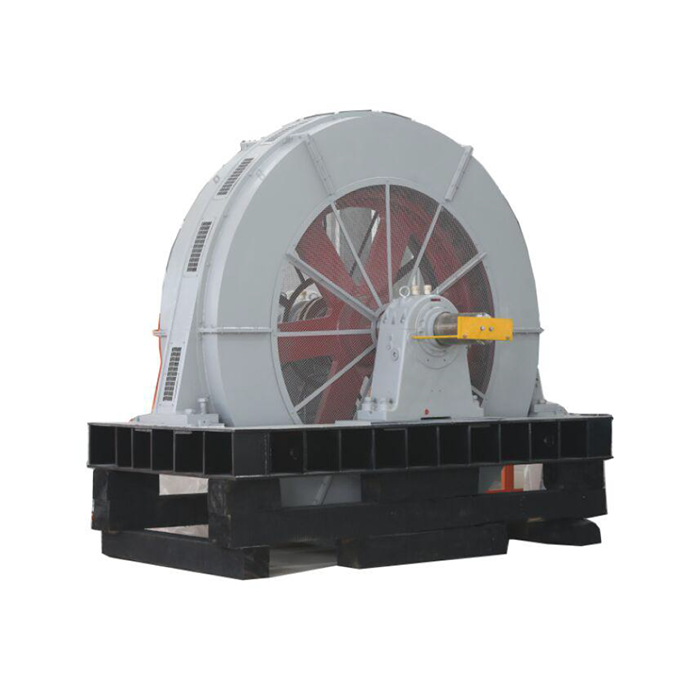
It is possible for flammable gases, fumes, or dusts to be present in the air where oil and gas plants work. Electrical arcing, high surface temperatures, or mechanical sparks can all start fires in standard industrial motors. Through strong box design and controlled surface temperatures, Explosion-proof motors stop internal fire sources from spreading outward. The middle voltage category, which includes systems with 3000V to 3300V, strikes the best mix between the ability to transmit power and the needs of the infrastructure.
These motors can produce between 160 kW and 1600 kW of power, which means they can power reciprocating and rotating compressors that process natural gas, collect vapor, and boost pipelines. They are made with stronger frames, special sealing systems, and thermal shields that keep any possible internal problems inside while still allowing them to work continuously in Zone 1 and Zone 2 secret areas.
Critical Technical Specifications That Influence Performance
Protection grades tell you how well the motor keeps outside contaminants out. An IP54 grade means that the device is protected against dust and water splashing from all directions. This is good enough for many outdoor setups but might not be enough for wash-down areas or offshore sites. Higher ratings, like IP55 or IP56, offer better sealing, which cuts down on upkeep times and increases working life in corrosive environments that are typical in petroleum processing.
Specifications for voltage range are very important in places where power quality changes a lot. A 3.3 kV motor made to work at 3300V±5% can handle changes in source voltage between 3135V and 3465V without losing power or tripping the safety. This range is useful for a 3.3 kV motor when starting up quickly or when sharing power lines with variable-speed drives and other nonlinear loads that change the shape of supply waves.
Thermal withstand powers are based on insulation systems that are rated Class F or Class H. Class F insulation can handle temperatures up to 155°C, and Class H insulation can handle temperatures up to 180°C. When you combine the right insulation with good cooling methods, like the IC411 setup with forced ventilation from the outside, your system will still work reliably even when temperatures reach 40°C or higher in desert sites.
Typical Compressor Applications and Operating Environments
When high-pressure gas is injected through reciprocating compressors, rapid loads with big changes in force are made. For these machines' motors to work, they need to be made of strong metal, with strengthened shafts and bearing systems that can handle rotational stress. Power levels between 200 kW and 800 kW are often used at middle receiving stations where natural gas needs to be compressed before it can be sent through a pipeline.
In cooling cycles and gas processing trains, centrifugal compressors work at faster speeds (often 1500 to 3000 RPM) with smoother power curves. In these situations, motors between 500 kW and 1600 kW are usually used because the steady job cycles need bearings that last a long time and don't get too hot. When equipment sizes are limited on remote platforms or flexible processing skids because of lack of room, the small structure and low vibration become very useful.
Key Technical and Safety Selection Criteria
Explosion-Proof Certification Requirements
Testing procedures and building standards for Explosion-proof tools are set by international approval standards. The European markets are controlled by ATEX rules, which list the types of tools and temperature classes. IECEx offers standardized worldwide approval that is recognized in many places. Installations in North America must still follow UL and CSA guidelines.
When you look at motors, make sure that the certification marks fit the specific hazardous area rating of the place where the equipment will be used. A motor that is approved for Zone 1, Group IIB, T3 can work in air that has ethylene fumes and temperatures above 200°C that are suitable for burning. Certs that don't match can put you at risk of liability and may even be against the rules for your working permit.
Comparing Voltage Classes for Cost and Performance
Medium voltage motors use less current than low voltage motors of the same size, which lets cables and switches with lower values. When fully loaded, a 500 kW motor running at 3.3 kV needs about 90 amps, but when running at 690V, it needs about 420 amps. This difference means that copper costs will go down a lot for wire runs longer than 50 meters, and distribution systems will lose less power.
Another thing to think about is how hard the installation will be. To properly terminate medium voltage systems, they need to be tested for partial discharge and work together with utility power transformers. Standardizing on 3.3 kV motor voltage class is good for projects that already have 3.3 kV infrastructure. On the other hand, greenfield sites might look into whether 6.6 kV or higher voltages are better for bigger setups in the long run.
Starting Methods and Protection Coordination
Direct-on-line starting draws six to eight times full load current, stressing mechanical components and causing system voltage dip. Soft starters provide controlled voltage ramp-up limiting inrush current but waste energy as heat during acceleration. Variable frequency drives offer most flexible control, enabling compressor optimization across process conditions while minimizing electrical and mechanical stress during starts. Protection coordination ensures fault clearance without unnecessary trips. Thermal overload relays, ground fault detection, and undervoltage protection must coordinate with upstream breakers and downstream equipment.
Comparing Motor Types for Oil & Gas Compressor Service
Squirrel Cage Induction Motors
These workhorses dominate fixed-speed compressor applications due to simplicity and reliability. No slip rings, brushes, or rotor windings eliminates maintenance for those components. Die-cast copper rotors reduce losses and improve starting torque compared to older aluminum designs. Optimized rotor designs increase power factor, reducing reactive power penalties affecting operating costs. Verify locked rotor torque and breakdown torque exceed compressor requirements by 10–20% margin for reliable starting under all operating conditions. Properly specified squirrel cage designs handle thermal cycling and mechanical vibration.
Synchronous Motors for Improved Efficiency
Synchronous motors operate at fixed speed determined by supply frequency and pole configuration, eliminating slip losses present in induction motors. They can operate at unity or leading power factor, providing reactive power support to electrical systems and potentially reducing utility demand charges. These benefits become significant above 800 kW frame size where excitation system complexity costs are offset by energy savings. Excitation systems add maintenance complexity, making them less suitable for remote installations. Brush and slip ring wear requires periodic inspection. Modern static excitation systems simplify servicing but increase initial cost.
Evaluating Durability and Warranty Terms
Class F insulation operated at Class B temperature rise provides thermal margin extending winding life. Premium sealed SKF, NSK, or FAG bearings reduce contamination risk and extend relubrication intervals. Frame designs incorporating moisture drains and space heaters prevent internal condensation that degrades insulation systems. Standard warranty coverage typically extends twelve months from commissioning or eighteen months from shipment, whichever occurs first. Extended warranty options available at additional cost pair effectively with preventive maintenance agreements. Review exclusions carefully—many exclude failures from improper installation, inadequate maintenance, or operation outside specified limits.
Maintenance, Troubleshooting, and Lifecycle Optimization
Preventive Inspection Practices for Hazardous Environments
Routine inspections in classified areas require hot work permits and area classification compliance. Visual checks confirm enclosure integrity, cover bolts, cable entries, and sealing surfaces remain properly sealed. Inspect external finishes for corrosion that could compromise ingress protection, particularly at coastal or offshore sites where salt spray accelerates degradation. Thermographic scans identify developing problems before failure. Hot spots in stator windings, bearing housings, or cable terminations indicate insulation degradation, lubrication issues, or loose connections. Vibration analysis detects bearing wear, rotor unbalance, and misalignment with driven equipment. Trend measurements over time reveal gradual deterioration enabling condition-based maintenance.
Addressing Common Operational Issues
Motor overheating stems from inadequate ventilation, high ambient temperature, unbalanced supply voltage, or overload. Verify cooling air paths remain unobstructed and external fans operate correctly. Check supply voltage across all three phases; imbalance exceeding 2% produces negative-sequence currents causing excessive heating. Confirm driven equipment loads remain within motor nameplate ratings. Consider altitude derating for installations above 1000 meters. Excessive vibration indicates bearing wear, coupling misalignment, or rotor unbalance. Bearing failures typically progress through predictable stages detectable via vibration frequency analysis. High-frequency components signal early bearing race defects while lower frequencies indicate advanced wear or clearance issues.
Extending Service Life Through Condition Monitoring
Full monitoring systems shift maintenance strategies for a 3.3 kV motor from time-based to condition-based. Permanently installed vibration transmitters, bearing temperature sensors, and winding resistance temperature detectors provide continuous equipment health visibility for the 3.3 kV motor. Integrating these signals into plant-wide control systems enables automatic alarming and orderly shutdown sequencing. Oil analysis programs identify contamination and wear particles before progressive damage occurs. Trending metal particle counts, viscosity changes, and contamination levels optimizes relubrication intervals for the 3.3 kV motor instead of calendar-based schedules. This approach proves particularly valuable for large frame 3.3 kV motors where bearing replacement requires extended downtime and specialized tooling.
Procurement Guide: Evaluating Cost, Lead Time, and After-Sales Support
Understanding Price Structures and Total Cost Considerations
Base prices for medium voltage explosion-proof motors depend on frame size, power rating, and protection level. Units from 200 kW to 400 kW typically follow mass production schedules with shorter lead times and lower prices. Frames exceeding 1000 kW generally require custom engineering and longer production cycles, substantially increasing costs. Certification requirements significantly impact pricing. Motors certified to multiple international standards—ATEX, IECEx, and UL simultaneously—cost more than single-standard certified units. Custom voltage ratings, non-standard shaft configurations, or unique mounting arrangements add cost and extend delivery.
Supplier Evaluation and Lead Time Management
Lead times vary significantly with specification complexity and manufacturer workload. Standard catalog items may ship in eight to ten weeks while custom-engineered units require sixteen to twenty weeks or longer. Critical path projects benefit from early supplier involvement during front-end planning rather than waiting for detailed engineering completion. Industry upturns create capacity constraints extending lead times across the sector. Framework agreements with selected suppliers secure production slots and improve scheduling predictability. Multi-unit orders often receive priority over single-unit orders, enabling project coordination across multiple sites.
After-Sales Support and Service Accessibility
Comprehensive after-sales support distinguishes reliable partners from transactional suppliers. Application engineering assistance during commissioning resolves startup issues efficiently. Service networks with regional locations enable rapid emergency repairs, minimizing production downtime. Suppliers maintaining adequate spare parts inventory including bearings, terminal blocks, and sealing components reduces emergency procurement lead times. Preventive maintenance schedules embedded in service agreements ensure qualified technicians perform inspections per manufacturer specifications. These programs often include priority emergency response, discounted labor rates, and predictable annual budgeting. Documentation packages including test reports, certificates, and maintenance manuals support regulatory compliance and plant asset management systems.
Conclusion
When buying a 3.3 kV motor for oil and gas compressors, you need to pay close att ention to explosion-proof approval requirements, protecting the environment, and making sure the motor works reliably. The medium voltage class strikes a mix between power supply and installation issues, while also taking into account the hazardous atmosphere ratings that are common in petrochemical plants. For buying to go well, technical requirements must be matched with the supplier's skills, delivery times, and long-term support systems. When buyers carefully consider these choices, they get equipment that provides safe, dependable compression service over long operating lifetimes while keeping total purchase costs as low as possible.
FAQ
1. How does voltage tolerance affect motor performance in remote installations?
Changing the supply voltage has an effect on the motor's power output, current draw, and thermal function. Motors made with a ±5% voltage tolerance can handle changes in voltage that happen when the grid link is weak or when there are a lot of changing loads in a building. When the voltage is below the maximum voltage, the usable torque goes down and the current draw goes up, which raises the temperature of the windings. Long-term low-voltage operation shortens the life of the insulation and may make it impossible to start the compressor. On the other hand, operating at too high of a voltage raises core losses and could lead to magnetic circuit saturation. If you choose motors with enough voltage error ranges, they will work reliably even if the power quality changes, which can happen in isolated facilities.
2. What determines the appropriate IP rating for offshore compressor installations?
Offshore sites subject equipment to salt spray, high humidity, and regular cleaning. While IP54 rating is good for basic protection against dripping water and dust, IP55 or IP56 ratings offer better sealing that keeps moisture out during maintenance tasks and bad weather. Higher levels of protection slow down rust and increase the time between maintenance checks, which are both useful when getting equipment means stopping production. When choosing a protection level, you should think about where the platform is located. For example, equipment in enclosed modules may work fine with IP54 protection, but setups on an open weather deck should have IP56 protection.
3. Can existing 3.3 kV infrastructure support motors with variable frequency drives?
For variable frequency drives to work at medium voltage, they need special tools and technical teamwork. To keep safety switches and communication systems from getting messed up by harmonic currents made by the drive, you may need to add more filtering. When installing cables between drives and motors, it's important to keep electromagnetic compatibility in mind. This usually means shielding the cables or keeping them farther away from sensor systems. Make sure that the transformers you already have can handle the drive input needs, which may be different from the normal across-the-line starting needs. For VFD integration at medium voltage to work, electrical engineering teams, motor providers, and drive manufacturers must all work together with the 3.3 kV motor equipment that is already in place.
Partner with XCMOTOR for Reliable Explosion-Proof Motor Solutions
XCMOTOR (Shaanxi Qihe Xicheng) manufactures power equipment for tough industrial settings. We offer 160 kW to 1600 kW explosion-proof motors with voltage ranges from 3000V to 11000V for oil and gas compressor service. Each unit features compact size, low noise, long life, and meets JB/T10444-2004 standards. IP54 protection with premium SKF, NSK, or FAG bearings available.
As a reliable 3.3 kV motor provider, we answer questions on the weekends and offer technical help throughout the whole process of buying. We want our customers to be happy, which is why we offer a 30-day return policy and a full guarantee. Our team is ready to talk about your needs, whether you need quick delivery from stock or options that are specially designed for your installation. You can email XCMOTOR at xcmotors@163.com to learn more about how our power equipment solutions can help your important compressor applications run more reliably and cost-effectively.
References
1. National Electrical Manufacturers Association. "NEMA MG 1-2021: Motors and Generators." Published standards document covering construction, testing, and performance requirements for rotating electrical machines including explosion-proof enclosures.
2. International Electrotechnical Commission. "IEC 60079 Series: Explosive Atmospheres." Comprehensive standard series establishing requirements for equipment design, installation, and maintenance in hazardous locations.
3. American Petroleum Institute. "API 541: Form-Wound Squirrel-Cage Induction Motors—500 Horsepower and Larger." Industry specification defining minimum requirements for medium voltage motors in petrochemical service.
4. Institute of Electrical and Electronics Engineers. "IEEE 841: Standard for Petroleum and Chemical Industry—Severe Duty Squirrel-Cage Induction Motors." Technical standard addressing construction and testing requirements for motors in corrosive and hazardous environments.
5. Bonnett, Austin H. "Root Cause AC Motor Failure Analysis." IEEE Industry Applications Magazine, examining common failure modes in industrial motor applications and preventive strategies.
6. Stone, Greg C., et al. "Electrical Insulation for Rotating Machines: Design, Evaluation, Aging, Testing, and Repair." IEEE Press technical reference covering insulation systems, testing methods, and condition assessment practices for medium voltage motors.